


以下是:四川省遂宁市优质的绗磨管【无中间商】的产品参数
产品参数 产地 聊城 类型 绗磨管 材质 钢管 可定制 是 品牌 九冶 范围 优质的绗磨管【无中间商】供应范围覆盖四川省、成都市、绵阳市、攀枝花市、泸州市、乐山市、宜宾市、广安市、巴中市、甘孜市、凉山市、阿坝市、资阳市、雅安市、遂宁市、内江市、南充市、自贡市、德阳市、广元市、眉山市 船山区、安居区、蓬溪县、射洪市、大英县等区域。 【九冶】以匠心打造多元场景产品,涵盖蓬溪绗磨管物美价优、安居绗磨管好品质用的放心、攀枝花绗磨管支持定制批发、资阳绗磨管层层质检、广安绗磨管随到随提等。优质的绗磨管【无中间商】,九冶管业(遂宁市分公司)为您提供优质的绗磨管【无中间商】的资讯,联系人:李经理,电话:【0527-88266888】、【0527-88266888】。 四川省,遂宁市 遂宁市地处四川省城镇化发展主轴,是四川省战略部署建设的“六大都市区”之一,成都平原城市群重要组成部分。成渝地区双城经济圈中联动成渝的重要门户枢纽和成渝发展主轴绿色经济强市。是中国旅游城市、全国双拥模范城市、全国文明城市、全球绿色城市、园林城市、国际花园城市、卫生城市、中国十佳宜居城市。
为了让您更地了解我们的优质的绗磨管【无中间商】,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:四川遂宁优质的绗磨管【无中间商】的图文介绍
厚壁油缸管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了厚壁油缸管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质薄壁气缸管内表面磨损处理方法 薄壁气缸管存在较深纵向拉痕的,按照实物进行测绘,由专业生产厂俺珩磨管制造工艺重新生产进行更换,近资料显示,可运用TS311减磨修补修复珩磨管。减磨修补剂主要用于对磨损、划伤金属零件的修复。油缸珩磨管修复过程中,用合金刮刀在划伤表面剔除深度为1mm以上的沟槽,然后用丙酮清洗沟槽表面,用珩磨管内径仿形板调好的TS311减磨修补剂敷涂于打磨好的表面上,用力刮平,确保压实,并高于珩磨管内表面,待固化后,打磨并留出精加工余量。后通过研磨使珩磨管整体尺寸、行位公差、粗糙度达到要求。
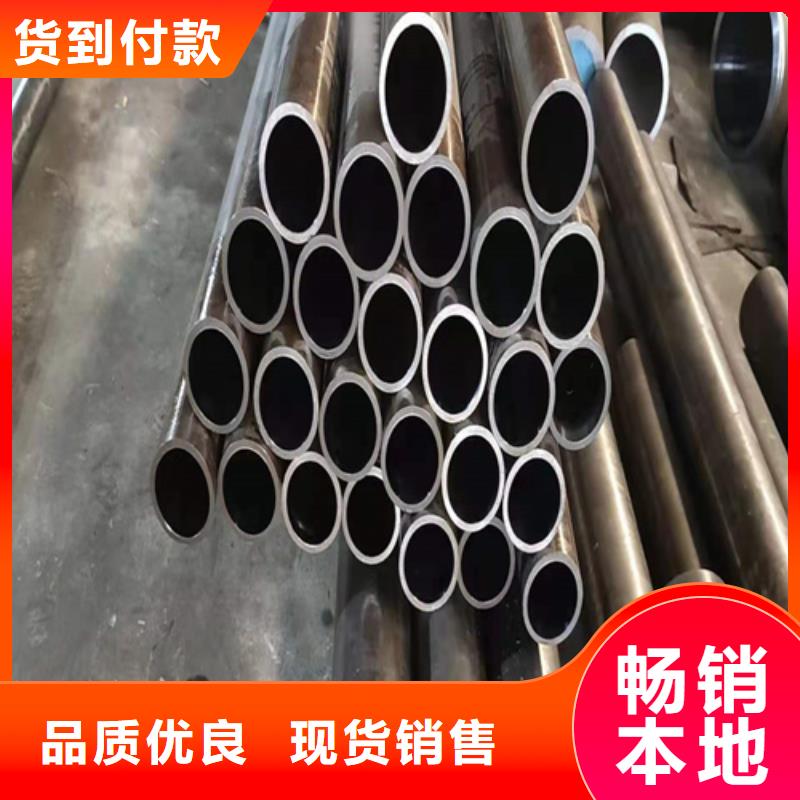
四川遂宁九冶管业有限公司生产销售 绗磨管,产品具有外表美观、价格低廉、结实耐用等特点。 本公司以科学的生产工艺、严格的质量管理、先进的服务理念、合理的销售价格,赢得了国内外广大客户的信赖。 缔造精品、履行承诺、不断改进、追求完美”的质量方针和“忠诚营销、共创辉煌”的营销理念一直以来是我厂的经营理念和立足之本,我们将以优良的品质,优惠的价位,向您提供优质的服务。欢迎新老客户来参观指导或来电、来函洽淡业务。
在珩磨管工作的时候,会有一个砂条。砂条上会放上很多磨粒,如果给这些磨粒够多的压力,那么珩磨管就会以相应的速度,然后对工件的表面进行摩擦。这样的挤压和挂侧就可以细细的减少工件的表面粗糙程度。
还有就是在砂条运转和上下运动的时候,那些磨粒会在表面形成相应运动轨迹。珩磨管的切速是比较低的,这样就能够大大增加珩磨的效率。1.珩磨管,其用珩磨机来珩磨的话,那么,其在内孔直径上,可以达到多少?珩磨机的珩磨,其是通过珩磨油石条来进行,并对所要珩磨的表面进行修整研磨,达到预期加工效果。所以,对通过珩磨机珩磨得到的珩磨管,其在内孔直径上,一般的,是为5到500毫米这一范围内。2.在液压缸筒的生产制造上,其是否有珩磨工序?此外,珩磨管,其是否可以当作油缸管来使用?在液压缸筒的生产制造上,是有珩磨这一工序的,其的主要操作,是为内孔的研磨,以便得到预期想要的尺寸。
国标深孔镗珩磨管的普遍性能指标检测
什么是珩磨钢管|珩磨管,珩磨管工艺是什么?珩磨的作用是提高工件的表面光洁度和耐磨度,重要的一点是耐磨,因为珩磨过的物体表面形成了一定角度的交叉网纹什,这些网纹里可以存留一定的油,起到润滑的作用,减少磨檫,所以需要珩磨的工件通常是在汽车发动机缸体或缸套 各种液压油缸 各种液压阀体 汽车连杆 摩托车缸体 等等类似的直线运动或转动的需要减少磨檫延长寿命的物体.
国标深孔镗珩磨管的普遍性能指标检测有:工作压力、挤扁、弯曲、扩口试验等。
1、液(水)压试验:被试钢管内灌进去一定压力的水,保持压力一定时间,没有漏水情况。该试验为高品质监测,多见于品如数检查。
2、挤扁试验:把国标深孔镗珩磨管试样置放二平板焊接夹具正中间,在焊接夹具间施力致间距超出规范数值,检查试样变形区无间隙、开裂等缺陷。
3、 拉伸实验:把国标深孔镗珩磨管试样置放弯曲试验机上,按规范的弯芯半径,弯曲到标准要求的角度后,弯曲位置表面无裂纹或开裂等缺陷。
4、扩口试验:将国标深孔镗珩磨管试样置放台表面,张嘴往上面,将按规范锥度选用的顶心嵌进钢管中,直至试验直径扩口率超出规范后,试样表面无裂纹或开裂等缺陷。
有一种过程控制方法能缩短珩磨时间,易于让在整个齿面上保持理论上的线接触。因此减少了磨具与工件的点接触。尽管这可能有悖于产生较大残余压应力的要求,但应力依然会使之保持理论线接触。连续改变接触条件会产生良好的动态特性,不会因摆动角度使机床部件产生严重颤振。珩磨过程中,单面线接触珩磨时这类动态特性会对机床产生严重影响。为减小这种影响,要尽可能地采用双面线接触。 系列化生产中,数控珩磨机由此而引发的对珩磨过程中利用机床运动链实施齿面修形过程的限制,可予忽略。但在工装中要建立轮廓修形。关于单面或双面接触,所涉及的或是磨具齿面,或是工件齿面。在加工过程中有一个以上的齿在保持接触。这就表示珩齿过程是一种连续接触的转动过程。这是使齿轮低噪声运行的一项很重要的决定性因素
选购优质的绗磨管【无中间商】来四川省遂宁市找九冶管业(遂宁市分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李经理-【0527-88266888】,地址:[丁块工业园]。













